| ||||||||||||
|
Курс для высшего управленческого персонала > Часть вторая. Управляющий и производство - Глава IX. Измерение и упрощение труда1
Любая фирма может всегда усилить свою конкурентоспособность, найдя пути к улучшению качества своей продукции с одновременным снижением ее себестоимости. Если принять во внимание, что на большинстве предприятий заработная плата рабочих и содержание служащих составляют более 25% всех производственных издержек, то важное значение хорошо спланированной системы мероприятий по упрощению трудовых процессов станет очевидным. На многих предприятиях упрощение организации труда позволило удвоить и даже утроить выпуск продукции и в то же время способствовало облегчению трудовых усилий и снижению усталости рабочих. Техника упрощения труда применима также и на автоматизированных и высокомеханизированных предприятиях для увеличения производительности оборудования. Хронометрирование и изучение движений. Очень трудно выделить хронометрирование и изучение движений как отдельные элементы процесса упрощения труда. Обычно выбор определенного способа выполнения той или иной работы определяется временем, нужным для такого выполнения. И наоборот, основой для сравнения альтернативных способов нередко служит хронометраж трудовых процессов. Поэтому хронометраж и изучение движений взаимно дополняют друг друга. Однако для истолкования их сущности они должны рассматриваться как отдельные стороны процесса упрощения труда. Изучение движений представляет собой научный анализ трудовых процессов, целью которого является выявление и устранение малоэффективных приемов работы путем замены их наиболее эффективными. Оно включает как анализ приемов с точки зрения влияния на них таких факторов, как качество сырья, конструкция изделия, организация технологического процесса, состояние инструментов и оборудования, так и изучение движения рук и тела исполнителя на каждой стадии производственного процесса. Хронометрирование представляет собой метод определения количества времени, потребного при нормальных условиях для выполнения заданий, требующих тех или иных видов человеческих усилий. Хронометрирование проводится для того, чтобы учесть, проанализировать и суммировать время, необходимое для совершения некоторого движения или серии движений, и определить общее время, потребное для выполнения определенной работы 2. Соотношение между хронометрированием и изучением движений, возможно, легче понять, если обратиться к наиболее ранним работам, посвященным вопросам рационализации трудовых процессов. Фредерик У. Тейлор, часто именуемый основоположником научного управления, был первым, кто с научных позиций подошел к вопросу улучшения методов работы. Одна из наиболее известных работ Тейлора в области хронометрирования и изучения движений была выполнена на основе наблюдений за погрузкой чугунных чушек на заводе компании «Бетлехем стил». Хотя исследование было проведено главным образом для того, чтобы показать выгоду, которую можно получить, установив для рабочих такую форму оплаты, которая стимулировала бы производительность их труда, оно характеризует метод хронометрирования, предложенный Тейлором. В своей работе «Управление производством» Тейлор так описывает процедуру этого исследования. «Оно было проведено путем хронометрирования с помощью секундомера наиболее сноровистого рабочего, когда он работал быстро. Лучший и почти единственный способ, при котором хронометрирование может быть проведено с достаточной надежностью, состоит в разделении работы на элементы и хронометрировании каждого элемента в отдельности. Так, при ручной погрузке чугунных чушек в вагон такими элементами должны явиться действия: а) взять чушку с пола или из кучи...; б) пройти с ней по ровному месту...; в) войти с ней по наклонным сходням в вагон...; г) бросить чушку...; или положить ее в штабель:..; д) пройти обратно без тяжести за новым грузом. В том случае, когда отдельные элементы приобретали особо важное значение, так как подлежали включению в ряд норм, было проведено большое количество наблюдений за различными наиболее сноровистыми рабочими в разное время и потом были выведены средние величины. Наиболее затруднительными для хронометрирования элементами является время в течение рабочего дня, отведенное для отдыха, и время на допуск всякого рода случайных и неизбежных задержек... После тщательного изучения хронометражных данных одного и того же характера один квалифицированный рабочий был поставлен на обычную сдельную работу с предложением: сделать в день в 3,5—4 раза больше, чем это делалось в среднем за прошлое время. «При поденной оплате труда средний грузчик чугуна в чушках переносил за день из кучи и, поднимаясь по наклонным сходням, грузил в полувагон от 12 до 13 г чугуна. При выполнении этой работы грузчики объединялись в бригады от 5 до 20 человек. Рабочему, выбранному из одной такой бригады, для того, чтобы начать работать по системе автора, было предложено грузить сдельно от 45 до 48 т чугуна (2240 фунтов) каждый день. Он отнесся к этому заданию как к вполне справедливому предложению и стал зарабатывать в среднем по 1,85 долл. в день, что на 60%,превышало его заработок, когда он работал поденно...». В «Принципах научного управления» Тейлор рассказывает еще об одном из своих известных исследований. На заводе компании «Симондз» 120 женщин в течение 10 1/2-часового рабочего дня были заняты проверкой шаг риковых подшипников. Тейлор изучил эту работу, прохронометрировал ее элементы и усовершенствовал методику работы. В результате численность работниц была уменьшена до 35 человек, причем они стали работать только по 8 1/3 час. в день. Точность проверки возросла на 66 2/3%, а заработная плата увеличилась на 80—100%. Фрэнк В. Джильбрет, второй после Тейлора исследователь в области изучения трудовых методов, начал свою карьеру в качестве ученика каменщика. Обучаясь этой профессии, Джильбрет заметил, что опытные каменщики использовали ни мало, ни много, как три отдельные системы движений — одну для медленной работы, другую — для более быстрой и третью— при показе ему правильных методов кладки кирпичей. Более того, ни один из каменщиков не делал одинаковых с другими движений. Джильбрет был заинтригован своими наблюдениями: он хотел найти наилучший способ кладки кирпичей. Изучив различные системы движений, инструменты и рабочие места, Джильбрет разработал усовершенствованный способ кладки кирпичей, который дал возможность каменщику укладывать в час на 120— 350 кирпичей больше, чем это было ранее. Джильбрет сделал так, что неопытные рабочие выкладывали кирпичи гладкой поверхностью вверх на стеллаже, высота которого регулировалась по мере увеличения высоты стены; была улучшена и консистенция известкового раствора, с тем чтобы кирпичи сразу ложились на положенное место с минимальным постукиванием и поскабливанием материала. Он упростил также движения рук и кистей в процессе кладки кирпичей. Так было начато исследование трудовых методов, которому Джильбрет посвятил всю свою жизнь. Он стал горячим защитником идей о необходимости уменьшения количества движений и однажды высказал такую мысль: «В мире нет больших потерь, чем потери от бесполезных, плохо скоординированных и непроизводительных движений». В работе Джильбрету помогала его жена, Лилиан М. Джильбрет, которая, будучи по образованию психологом, дополняла его инженерные исследования. Джильбреты разработали много методов и изобрели много приборов, которые и поныне применяются для изучения и упрощения трудовых процессов. К ним относятся карты и схемы технологических процессов, микрохронометр, циклограф и хроноциклограф. В настоящее время применяемые системы упрощения (рационализации) работ различаются по видам производства и по фирмам. Некоторые фирмы возлагают ответственность за состояние этой работы на бригадиров и мастеров. Другие рассматривают рационализацию как продолжение обязанностей инженеров по организации производства. Есть фирмы, которые считают рационализацию основной ответственностью инженеров по организации производства. Независимо от того, на кого возлагается ответственность формально, вся система мер по упрощению труда должна быть построена так, чтобы взаимно поощрять участие в решении проблем на определенном уровне. Чтобы сделать эту систему мер успешной, каждый рабочий должен проявить свое мастерство, смекалку и инициативу. Все работники — линейные и административные — должны выявлять и устранять потери рабочего и машинного времени, а также материалов. Для того чтобы помочь производственному персоналу понять методы научной организации труда и применять их, многие фирмы мобилизуют из своей администрации экспертов. В той мере, в какой это касается рационализаторских мероприятий, специалисты из административного аппарата должны оказывать непосредственную помощь лишь по требованию самих линейных работников. В других областях, например в области установления норм времени, их деятельность может быть частью ответственности, возложенной на них высшей администрацией. Отдел организации и управления производством. Многие фирмы имеют в своем составе отдел организации и управления производством, который, помимо своих других обязанностей, занимается вопросами рационализации труда. Такого отдела также могут касаться вопросы, связанные со статистическим методом контроля за качеством продукции, техники безопасности, анализа издержек производства, аналитической оценки работ, транспортировки и передвижения материалов и исследования операций. В большинстве случаев отдел организации и управления производством подчиняется управляющему производством. Его работа по рационализации труда осуществляется при помощи научного анализа движений, инструментов, планировки, материалов и трудовых операций. Принципы рационализации труда В идеале главная цель рационализации труда заключается в нахождении наилучшего способа выполнения каждой работы на предприятии — способа, основанного на экономном использовании времени, усилий, материалов и других элементов производства. Имеется пять моментов, которые могут влиять на ход работы. Экономия в этих сферах получается за счет нововведений или изменений, которые исключают, комбинируют, переустраивают или уменьшают число элементов того или иного способа работы. 1. Движения рук и тела. Отдельные движения, их последовательность и характер могут быть изменены с целью облегчения или улучшения методов работы. 2. Рабочее место (оснастка, планировка или оборудование). Устройство любого отдельного рабочего места или конструкция оборудования, используемых для выполнения той или иной части задания, могут быть модифицированы. 3. Процесс или последовательность работы. Порядок и условия, при которых продукция поступает на различные рабочие места, могут быть изменены, может быть изменено также и количество рабочих мест. 4. Конструкция изделия, форма продаваемых товаров или отгружаемых материалов. Конечная форма продукции в том виде, в котором она уходит за пределы предприятия, может потребовать небольшого изменения, для того чтобы добиться цели ее улучшения. 5. Поступающие вспомогательные материалы или сырье, Может потребоваться изменение формы, условий, технических требований на поступающие в организацию материалы, для того чтобы обеспечить желаемое усовершенствование. Изменение любой, кроме первой, из этих сфер обычно означает изменение и в других сферах, предшествующих ей по списку. Повышение себестоимости может произойти в одной сфере, в то время как в других произойдет снижение себестоимости. Например, изменение спецификаций на материалы может привести к повышению издержек на материалы, однако это повышение может быть компенсировано экономией, получаемой от более эффективного использования оборудования и трудовых усилий. Изучение движений; правила экономичности движений. Ряд специалистов разработал правила и сформулировал законы экономичности движений, однако наиболее употребительными оказались принципы, предложенные Ральфом У. Бернсом, который развил и переработал первоначальные «Правила человеческих движений» Джильбрета. 1. Работа должна быть равномерно распределена между обеими руками так, чтобы они начинали и заканчивали свою работу одновременно. 2. За исключением периодов отдыха, руки не должны бездействовать в одно и то же время. 3. В работе движения рук должны быть симметричными, но в противоположных направлениях. (Многие рабочие в ходе работы сначала пускают в ход одну руку, а затем другую. Это значит, что одна рука бездействует, когда другая занята. Это может также означать, что рабочий стоит на ногах до некоторой степени не твердо. Всегда, когда возможно, наиболее естественным для рук состоянием в работе является их противоположное и симметричное движение.) 4. Должна применяться практически наиболее простая форма движения рук и тела. Различают следующие движения: движения пальцев; движения пальцев и кисти руки; движения пальцев, кисти руки и предплечья; движения пальцев, кисти руки, предплечья и плечевой части руки; движения пальцев, кисти, предплечья, плечевой части руки и всего плеча. 5. Следует максимально использовать механический момент, образуемый движениями тела. Однако если механический момент нельзя использовать и он должен быть преодолен противоположным по направлению мускульным напряжением, то движения, составляющие момент, должны быть уменьшены или вовсе исключены. 6. Ровные, плавные движения вызывают меньшую усталость, и их следует предпочитать отрывистым движениям с частыми остановками и изменениями направления движения. 7. Баллистические движения легче и могут быть более быстрыми и точными, чем сдержанные или контролируемые движения. (В качестве примера контролируемых движений Бернс приводит процесс писания. При письме, этом сравнительно утомительном движении, мускулы большого и других пальцев, направляя карандаш, противопоставлены друг другу. Баллистические же движения, с другой стороны, могут быть представлены такими действиями, которые требуются для того, чтобы размахнуться клюшкой для гольфа или забить гвоздь. Как только движение началось, дальнейшего мускульного напряжения не требуется. По Бернсу, баллистические движения предпочтительнее контролируемых.) 8. Работа должна быть налажена таким образом, чтобы обеспечить легкий и естественный ритм движения. Материалы, инструменты и механизмы управления станком должны быть расположены в пределах естественной досягаемости, т. е. в том пространстве, находящемся непосредственно перед рабочим, в котором работа может быть выполнена с помощью наименее сложных по классу движений. 9. Там, где возможно, должны быть использованы бункерные и прочие устройства с гравитационной подачей. 10. Должно быть надлежащее освещение. 11. Высота рабочего места и сиденья должна позволить рабочему принять удобную позу и дать ему возможность стоять или сидеть по желанию. 12. Не следует делать руками то, что может быть сделано с помощью зажимов, приспособлений или устройств, приводимых в действие ногой. 13. Там, где возможно, следует использовать сочетания двух или более инструментов. 14. Ручки инструментов и рукоятки должны быть сделаны так, чтобы обеспечить максимальную плотность контакта с рукой, особенно там, где требуется усилие. Научный метод. Существует вполне определенный порядок использования научного метода в области рационализаторской работы. Научный метод, используемый для того, чтобы найти наилучший способ выполнения работы, состоит из следующих этапов. 1. Определение цели. В первую очередь определяются конкретные цели. Изменения могут потребоваться в любой из сфер, которые воздействуют на выполнение работы. 2. Анализ. Далее существующий метод работы анализируется и расчленяется на составные элементы. Каждый из этих элементов должен иметь свои особенности и быть необходимым для выполнения данной работы. 3. Критический разбор. Как только элементы работы выявлены, каждый из них подвергается разбору и тщательному рассмотрению с постановкой вопросов: почему, что, где, когда, кто и как? Для того чтобы определить, какие изменения можно внести в существующий метод работы, требуется использовать всю имеющуюся по данному вопросу информацию. 4. Нововведение. Разрабатываются детали нового предлагаемого метода, который представляется наиболее предпочтительным. Составляются характеристики, делаются наброски новых материалов, приспособлений, планировки рабочего места и технологического процесса. 5. Проверка. Предложенный метод проверяется в том же порядке, как это указано в 3-м этапе. 6. Испытание. Если предложенный метод соответствует намеченным задачам, он подвергается «пробному испытанию» в реальных условиях производства. После этого вносятся коррективы. 7. Внедрение. В результате разрабатываются типовые методики для использования всеми производственными рабочими и начальниками, которых коснулось производственное изменение. Однако научный подход к рационализации на этом не кончается. Принятая усовершенствованная методика должна постоянно проверяться на предмет возможности ее дальнейшего совершенствования. И, конечно, если возникнет необходимость, новый, «улучшенный» метод может быть заменен еще более совершенным способом выполнения данной работы. Средства рационализации. Для того чтобы воплотить в жизнь принципы, рассмотренные в предыдущем разделе, необходимо овладеть специальной техникой рационализации, ее «инструментами». Эта техника позволяет исследователям научно накапливать данные и оценивать существующие методы работы. Она помогает концентрировать внимание на определенных аспектах трудных процессов и тем самым обеспечивать остроту анализа. Она вскрывает новые возможности и подсказывает способы, как сделать работу легче и экономичнее. Анализ процесса. Прежде чем можно было бы улучшить способ выполнения какой-либо отдельной производственной операции, необходимо проанализировать весь процесс. Термин «процесс», как он и понимается в рационализации труда, обычно относится не ко всему производственному циклу, а только к его первичным составным фазам. Можно анализировать и весь процесс, но лучшие результаты в большинстве случаев получаются тогда, когда детально исследуются его составные операции. Для анализа производственного процесса применяются два рационализаторских «средства», разработанные впервые супругами Джильбрет, технологическая схема (или схема технологического процесса) и поточный график. Технологическая схема. Технологическая схема оказывает ценную помощь при анализе движения материалов и действий людей. Такая схема может быть составлена по любому процессу для показа, кто чем занимается и что происходит с изделием в процессе его обработки. Стандарт американского общества инженеров-механиков так определяет технологическую схему: «Технологическая схема является графическим отображением последовательности всех производственных операции, транспортировок, проверок и складирования (хранения), имеющих место в течение процесса или процедуры, и включает информацию, которая считается необходимой для анализа, как, например, потребное время и проходимое расстояние». Проще говоря, технологическая схема представляет собой определенную форму, в которой различные стадии процесса отмечаются условными знаками и затем изучаются на предмет их последующего улучшения Технологическая схема помогает исследователям расположить элементы работы в их надлежащей последовательности и дает фиксированную картину полученных данных.
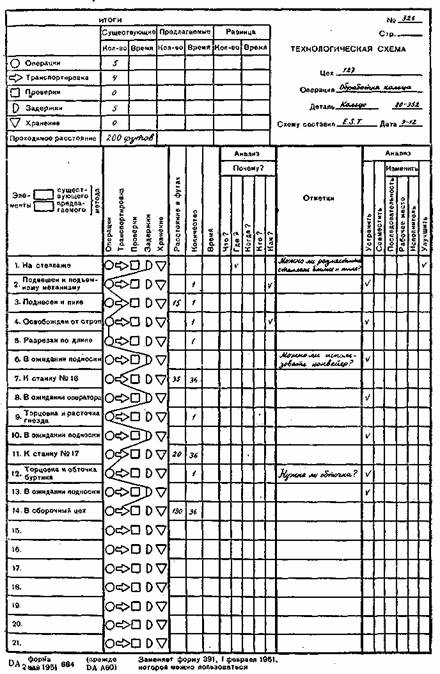
Рис. 87. Технологическая схема Условные знаки в технологических схемах применяются для обозначения различных видов работ. Условным знакам (см. рис. 87) придаются следующие значения:
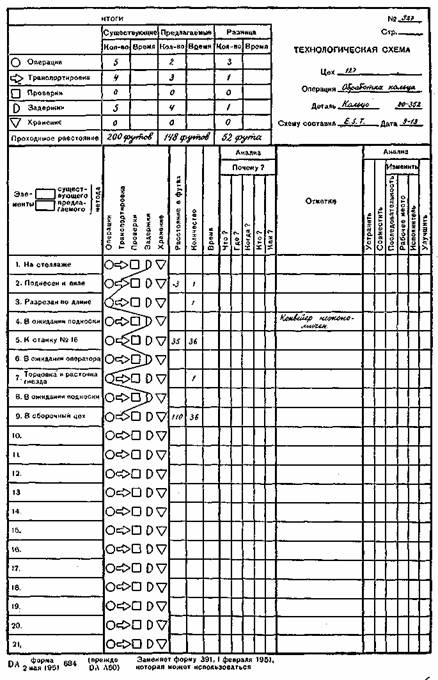
На рис 87 показан порядок использования условных знаков при разработке такой схемы для анализа технологии станочной обработки стального кольца. Условными знаками, или символами, обозначаются различные операции транспортировки, проверки, задержки и периоды хранения (складирования), которые встречаются в процессе. На рис. 88 изображена та же схема операций после усовершенствования технологии обработки. Новая технология является результатом критического изучения прежней технологии, исключения и комбинирования различных элементов работы и упрощения процесса.
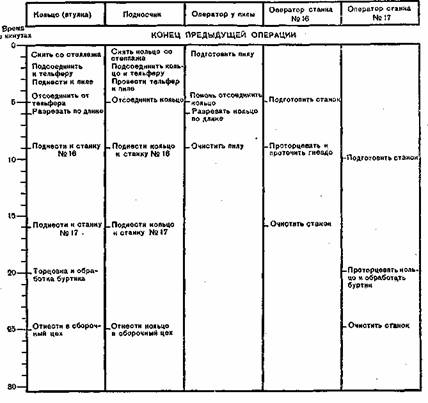
Рис. 88. Технологическая карта после усовершенствования технологии обработки Поточный график. Поточный график, или схема технологического потока, часто применяется вместе с технологической схемой. По существу он является графической интерпретацией технологической схемы. График отображает движение людей или изделий на ситуационном плане или карте того или иного рабочего участка. С помощью технологических условных знаков на ситуационном плане отмечаются точки, где производятся технологические операции, транспортировки, складирование (хранение), проверки или имеют место задержки. Технологические схемы и поточные графики являются простыми и вместе с тем эффективными средствами упрощения и совершенствования работ. С их помощью достигается надлежащая планировка расположения оборудования, исключаются ненужные операции, сокращаются простои и снижается объем перемещений и транспортировок. После исключения из процесса лишних операций оставшиеся операции должны снова анализироваться и улучшаться. Эти операции могут быть подразделены на следующие категории, рационализация каждой из которых требует своей особой техники: работы, выполняемые группами или бригадами; операции, выполняемые с помощью машин; операции, на которых люди работают в одиночку. Схема совместной работы. Когда люди работают вместе, их действия должны быть скоординированы так, чтобы они функционировали как единое целое. Неправильная последовательность выполнения работы или неудачное распределение оборудования может снизить производительность группы; один неорганизованный рабочий может снизить эффективность работы других участников группы. Работа бригады должна быть согласованной и ее действия должны быть по возможности наиболее простыми. Чтобы проанализировать деятельность такой бригады и определить возможности достижения большей согласованности в работе бригады, а также ее упрощения, применяется схема совместной работы. На рис. 89 показана схема групповой работы по обточке кольца. Для каждого рабочего в ней отведена отдельная колонка; шкала времени помещена с левой стороны схемы. Перечисляя действия каждого отдельного члена бригады относительно времени, потребного для выполнения той или иной операции, можно получить графическую запись, свидетельствующую о том, как работа каждого из членов группы отражается на работе других.
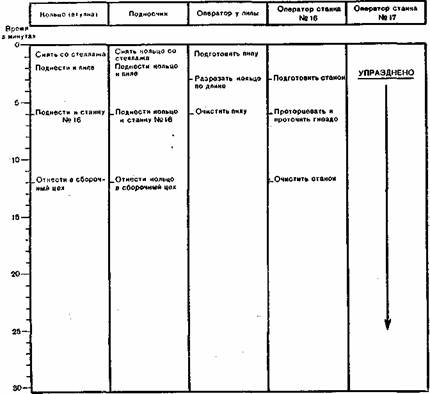
Рис. 89. Схема групповой работы по обточке кольца Изучая работу, выполняемую каждым членом группы, оценивая ее и анализируя затраченное на нее время, обычно возможно скомбинировать, упразднить и перегруппировать отдельные элементы операции. Принципы упрощения работы и правила экономии движений применяются здесь так же, как и при анализе процесса. На рис. 90 показан улучшенный способ токарной обработки кольца.
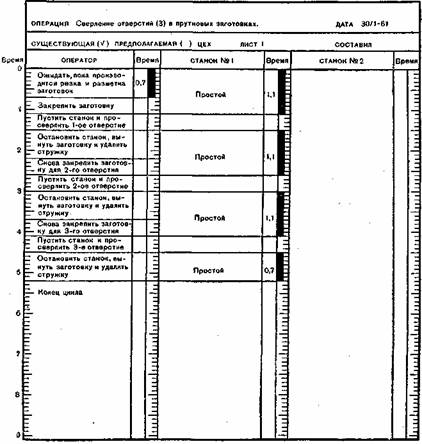
Рис. 90. Улучшенный способ токарной обработки кольца Схема человек — машина. Схема человек — машина, как показано на рис. 91, по форме и принципам построения сходна со схемой анализа совместной работы. Для каждого действия машины и оператора в ней отведены отдельные колонки; в каждой колонке имеется своя собственная шкала времени. В том случае, когда оператор обслуживает две машины, в схеме делаются колонки для двух машин.
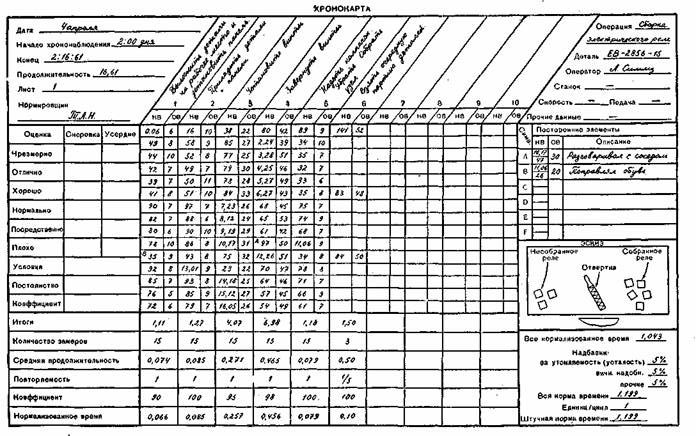
Рис. 91. Схема человек — машина Из рис. 91 видно, что оператор в каждом цикле простаивает по 0,7 мин., - а машина — по 4 мин. Схема позволяет легко обнаружить ненужные операции и задержки в цикле операции. Простой оператора обусловливается тем, что, прежде чем начать работу, ему приходится ждать, пока производится разметка заготовок. Он вынужден неоднократно останавливать и снова пускать станок, для того чтобы снять обработанную заготовку, удалить стружку и снова установить заготовку. Операция может быть упрощена и весь цикл работы сокращен, если обеспечить оператора достаточным количеством уже размеченных заготовок и установит на станке быстродействующий зажим, автоматически передвигающий заготовку после каждого сверления. К станку можно придать баллон сжатого воздуха для сдувания стружки. Если ввести эти усовершенствования и наладить двойное управление, оператор мог бы обслуживать одновременно два станка. Пооперационная карта. Пооперационная карта используется для анализа и совершенствования методов работы отдельных рабочих. Для описания движений рук рабочего в карте применяются почти те же самые условные обозначения, что и в технологической схеме. Используя при исследовании методов работы правила экономии движений, можно упразднить нецелесообразные движения и ускорить процесс. Анализ микродвижений. Путем непосредственного наблюдения не всегда удается учесть каждое малейшее движение рук рабочего. Если рабочий, выполняя более или менее сложную работу, применяет сравнительно быстрые движения, то составленная на него пооперационная карта вряд ли будет репрезентативной. Единственным способом проанализировать такую работу является замедленная киносъемка (киносъемка-рапид). Для анализа микродвижений специальная камера запечатлевает движения рабочего, а микрохронометр одновременно отмечает на киноленте время, потраченное на каждое движение. Такой фильм может быть изучен не спеша, а хронометрирование всех движений может быть произведено с достаточной точностью. При анализе микродвижения классифицируются в терблигах; последние используются для составления симокарты, т. е. карты цикла одновременно выполняемых микродвижений. Терблиг — термин, созданный Фрэнком Джильбретом для обозначения выявленных им 17 микроэлементов трудовых движений человека (Терблиг — это просто аннограмма фамилии Гильбрет). Используя терблиги аналитических единиц, можно анализировать движение с целью определения и последующего упразднения непроизводительных движений. Анализ микродвижений должен производиться специалистами; он является дорогостоящим мероприятием, но зато значительно более точным, чем какой-либо иной метод анализа. Полное представление о возможностях этого метода можно получить из работы Марвина Манделя «Изучение и хронометрирование движений». Хронометраж. Поскольку лучшим обычно является самый быстрый метод, хронометраж служит основой для оценки альтернативных, методов и является составной частью упрощения трудовых процессов. Хронометраж (или измерение труда) имеет немаловажное значение также и вне области рационализации методов работы. Определяя время, которое затрачивает средний рабочий на выполнение некоторой работы, хронометраж является весьма действенным средством планирования и организации производства. Используя нормативы времени, установленные хронометражем, руководители производства получают в свое распоряжение критерии, которые делают возможным равномерную загрузку производственных участков, точный учет себестоимости продукции, надлежащую оценку индивидуальной и групповой производительности труда, а также беспристрастную политику в области заработной платы я стимулирования. Метод хронометрирования. Нормы выработки обычно устанавливаются опытным нормировщиком с помощью секундомера. Прежде чем приступить к хронометрированию на том или ином участке производства, нормировщик обычно обращается к мастеру участка, с тем чтобы заручиться его согласием и содействием. Взаимодействуя с мастером, он может вносить предложения об изменении существующих методов работы, а также обеспечить нужные условия для проведения хронометрирования. Перед началом замеров секундомером нормировщик делит рабочий цикл на отдельные, точно разграниченные элементы (для облегчения хронометрирования продолжительность каждого элемента должна быть не менее 0,04 мин.). Затем нормировщик заносит элементы рабочего цикла и другие данные в хронометражную карту, как это показано на рис. 92. Карта может содержать набросок планировки рабочего места с обозначением положения рабочего относительно инструментов и обрабатываемых деталей.
Рис. 92 Хронокарта Далее нормировщик выбирает рабочего, который будет использоваться как объект его наблюдений. Вместо того чтобы хронометрировать «первоклассного рабочего в тот момент, когда он работает быстро», как это делал Тейлор в своих исследованиях на заводе фирмы «Бетлехем стил», нормировщик обязан выбрать среднего рабочего, выполняющего свое задание в нормальном темпе. Как только рабочий выбран и соответствующим образом проинструктирован, нормировщик приступает к хронометрированию. Он может использовать один из двух следующих методов хронометрирования. Метод разовых замеров. При методе разовых или повторяющихся замеров секундомер пускается в ход в начале каждого элемента движения. Когда движение заканчивается, нормировщик снимает показания секундомера, записывает их в хронометражную карту и ставит стрелку секундомера в нулевое положение. Этот процесс повторяется при замере каждого элемента. Учитывая фактическое время поэлементно, нормировщик может вывести степень постоянства, с которой рабочий выполняет каждый элемент работы. Чтобы определить общее время, затраченное на весь рабочий цикл, поэлементные данные складываются. Метод непрерывного хронометрирования. При непрерывном хронометрировании секундомер пускается в ход в начале первого элемента и продолжает действовать до конца всего цикла. Как только рабочий заканчивает очередной элемент, нормировщик записывает показания секундомера. Закончив хронометрирование, он определяет время, затраченное на каждый элемент работы, путем вычитания показаний секундомера в начале каждого поэлементного периода из показаний в конце исследуемого периода. Продолжительность всего рабочего цикла, разумеется, определяется показаниями секундомера в конце последнего поэлементного периода. 1. Сколько циклов следует хронометрировать? Число циклов, которые следует прохронометрировать для того, чтобы получить надежную стандартную норму, зависит от характера работы и хронометрируемого оператора. Если цикл относительно продолжителен и оператор работает в достаточной степени равномерно, нормировщик может ограничиться хронометрированием всего не более десяти циклов. Если же работа отличается кратковременностью и высокой степенью повторяемости, то для получения надежного результата может потребоваться 80—100 наблюдений. 2. Уточнение итогов хронометрирования. После того как нормировщик прохронометрировал достаточное число циклов, он выводит среднее значение для каждого элемента цикла. В большинстве случаев для выведения таких средних высчитываются средние арифметические величины. О нормах по каждому элементу выполняемой оператором работы нормировщик судит по продолжительности времени, которое потребуется в среднем опытному оператору для выполнения такой же операции. Такой критерий используется для того, чтобы уточнить или выровнять каждое выбранное значение. Если нормировщик полагает, что хронометрируемый оператор работал на отдельных этапах (элементах) медленнее, чем следовало по «норме», то он устанавливает коэффициент приведения к нормальной продолжительности менее 100%. Если же, по мнению нормировщика, оператор работал быстрее нормального темпа, применяется коэффициент выше 100%, 3. Установление нормы. Теперь нормировщику известна общая нормальная продолжительность времени, необходимого для выполнения определенной работы. Однако остаются неучтенными всякого рода перерывы, -обусловленные потребностью рабочего в отдыхе, естественными надобностями и другими потерями рабочего времени. Для получения обоснованной нормы, которая обычно выражается в единицах времени, необходимо принять эти факторы во внимание. Подробная методика установления нормы времени, потребного для выполнения определенной работы, рассмотрена в гл. II. Выраженная в виде простой формулы методика разработки нормы времени выглядит так: репрезентативная продолжительность X коэффициент приведения к нормальной продолжительности = нормализованное время, нормализованное время + надбавки времени = норма времени. Само собой разумеется, что, поскольку хронометрированию подвергся отдельный рабочий, � |